How are nonwovens made?
The production of nonwovens takes place in three stages, although modern technology allows an overlapping of some stages, and in some cases all three stages can take place at the same time.
The three stages are:
Web formation
Drylaid - Carded
Drylaid - High loft
(Short Fiber) Airlaid
Wetlaid
Spunlaid
Meltblown
Submicron spinning

Web bonding
Thermal
- Calendering
- Air through
- Needle punching
- Hydro-entanglement
- Stichbonding
Finishing treatment
- Mechanical treatment
- Surface modification
- Coating
Conversion into products in a wide range of applications
- Drylaid-carded
- Short Fiber Airlaid
- Wetlaid
- Spunlaid
- Meltblown
- Submicron spinning
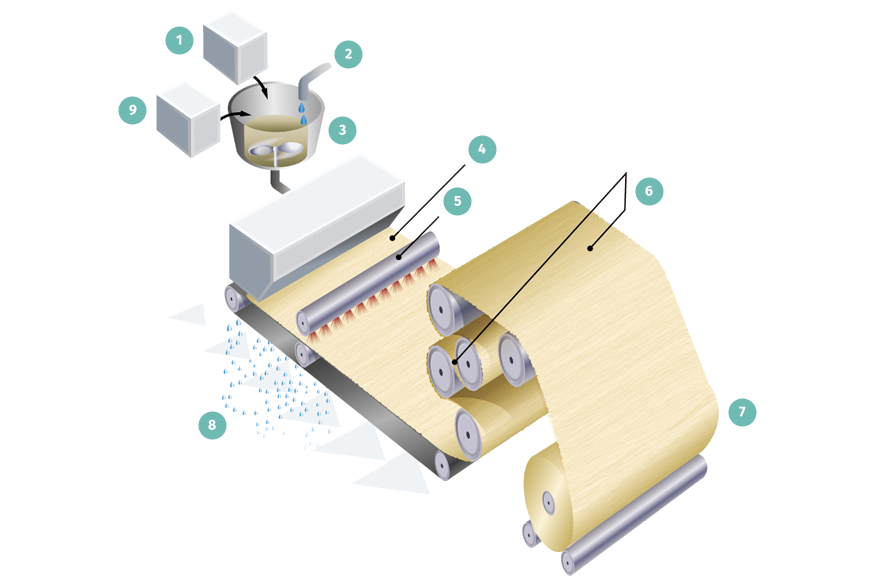
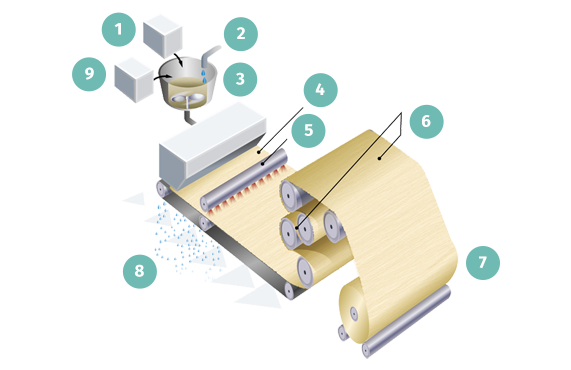
- Bale opener
- Chute feed
- Wind up
- Drying
- Pan with liquid binder
- Binder impregnation
- Card
- Staple fibre from bale opener or blender
- Bales of staple fibre
copyright EDANA
Carding is a mechanical process which starts from bales of fibres. These fibres are ‘opened’ and blended
after which they are conveyed to the card by air transport. They are then combed into a web by a carding
machine, which is a rotating drum or series of drums covered by card wire (thin strips with teeth). The
precise configuration of cards will depend on the type of fibre and the basis weight to be produced. The
web can be parallel-laid, where most of the fibres are laid in the machine direction, or they can be
randomised. Typical parallel-laid carded webs result in good tensile strength, low elongation and low
tear strength in the machine direction and the reverse in the cross direction. Machine parameters and
fibre mix can be varied to produce a wide range of fabrics with different properties.
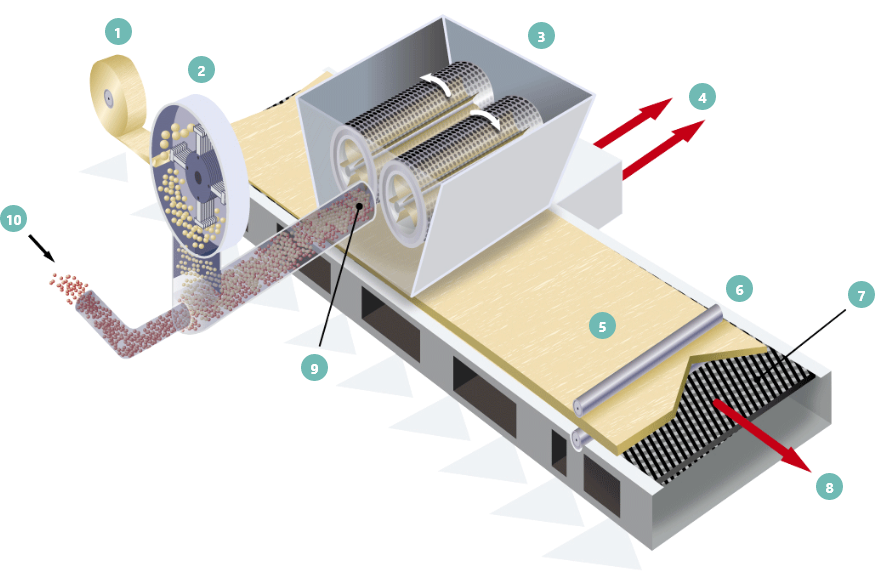
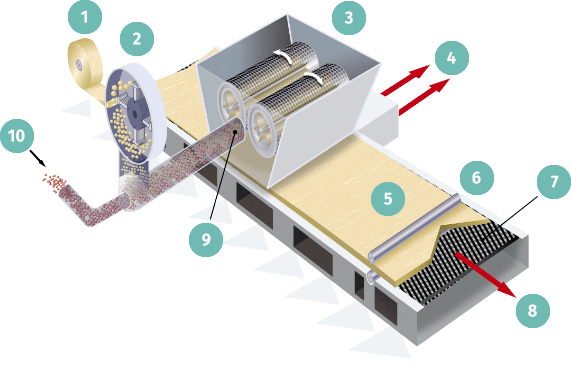
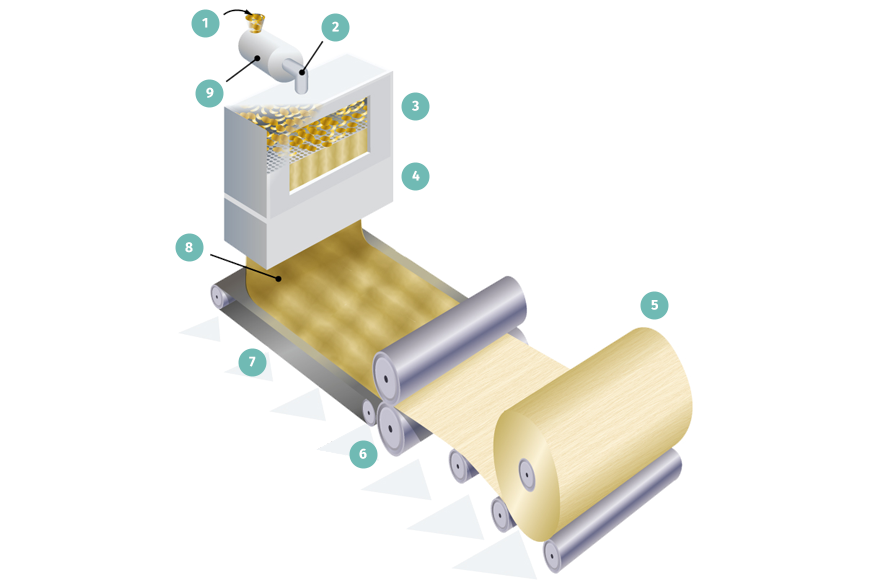
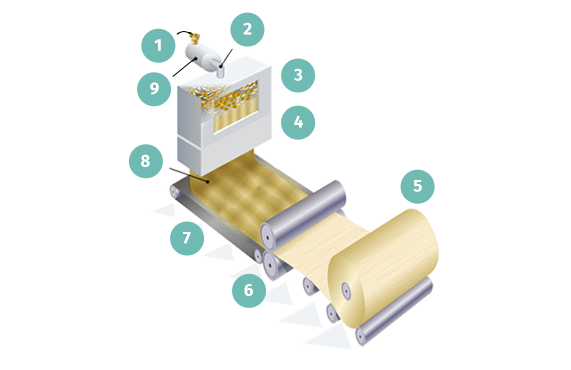
- Short fibre feed
- Hammer mill (defibrator)
- Forming head
- Air out
- Web
- Compactor
- Moving wire mesh
- To further bonding
- Fibres + air in
- Thermofusible fibres
copyright EDANA
In short fibre airlaid the fibres, which are always relatively short, are fed into a forming head by an
airstream. The forming head assures a homogeneous mix of all fibres. By air again, a controlled part of
the fibre mix leaves the forming head and is deposited on a moving belt, where a randomly oriented web
is formed. Compared with carded webs, airlaid webs have a lower density, a greater softness and an
absence of laminar structure. Airlaid webs offer great versatility in terms of the fibres and fibre
blends that can be used.
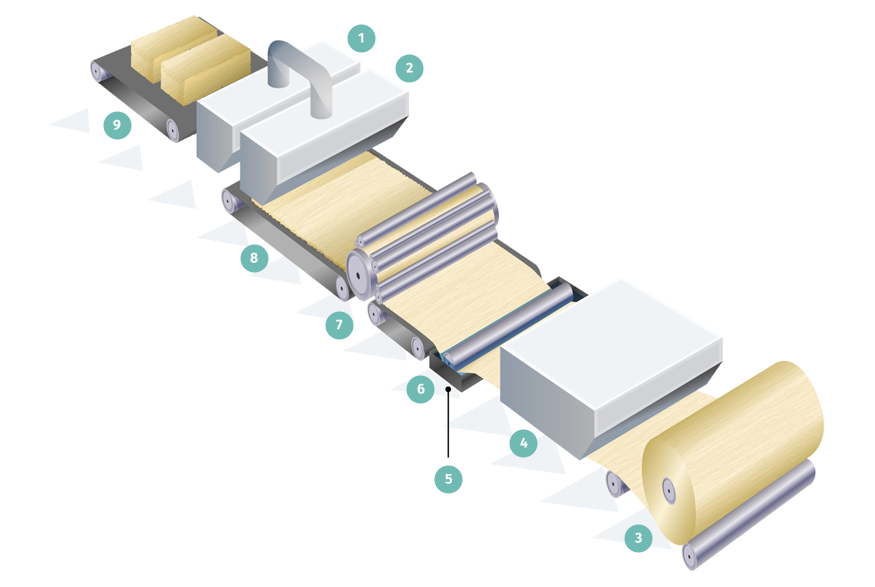
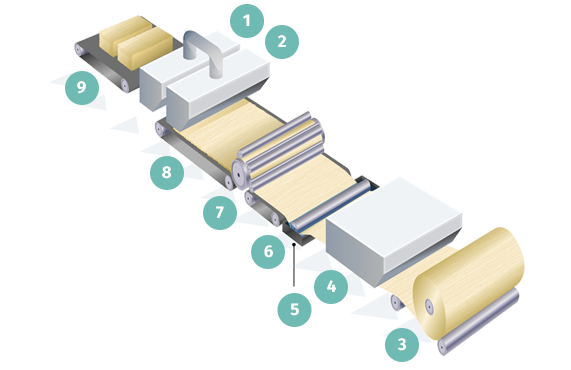
- Long fibre
- Water
- Fibre and water (slurry)
- Webforming
- Binder impregnation
- Drying
- Windup
- Excess water removal
- Wood pulp
copyright EDANA
The principle of wetlaying is similar to paper manufacturing. The difference lies in the amount of
synthetic fibres present in a wetlaid nonwoven. A dilute slurry of water and fibres is deposited on a
moving wire screen, where the water is drained and the fibres form a web. The web is further dewatered
by pressing between rollers and dried. Impregnation with binders is often included in a later stage of
the process.
The strength of the random oriented web is rather similar in all directions in the plane of the fabric. A wide range of natural, mineral, synthetic and man-made fibres of varying lengths can be used.
The strength of the random oriented web is rather similar in all directions in the plane of the fabric. A wide range of natural, mineral, synthetic and man-made fibres of varying lengths can be used.
- Polymer chips feed
- Liquid polymer
- Extrusion die
- Filament attenuator (cooling and stretching)
- Wind up
- Calender bonding
- Laydown
- Fiber dispersion
- Extruder
copyright EDANA
Spunmelt is a generic term describing the manufacturing of nonwoven webs directly from thermoplastic
polymers.
It encompasses 2 processes, spunlaid and meltblown, often run in combination.
Polymer granules are extruded into filaments through so called spinnerets. The continuous filaments are stretched and quenched before being deposited on conveyor belt to form a uniform web. The spunlaid process results into nonwovens with an increased strength compared to carding, due to the attenuation of the filaments. The downside is that the choice of raw materials is more restricted. Co-extrusion of two components leads to bico fibres, either adding more properties to the web or allowing air-through bonding. Please note that the word spunbonded is reserved for thermo bonded spunlaid.
Polymer granules are extruded into filaments through so called spinnerets. The continuous filaments are stretched and quenched before being deposited on conveyor belt to form a uniform web. The spunlaid process results into nonwovens with an increased strength compared to carding, due to the attenuation of the filaments. The downside is that the choice of raw materials is more restricted. Co-extrusion of two components leads to bico fibres, either adding more properties to the web or allowing air-through bonding. Please note that the word spunbonded is reserved for thermo bonded spunlaid.
Meltblown, like spunlaid, starts with extruding a low viscosity polymer. But instead of quenching the
filaments when they leave the spinneret, the filaments are being attenuated by hot air streams, keeping
the filaments in a partly molten state. This leads to much thinner filaments, with a low tensile
strength. The filaments hit a belt or a conveyor belt where they form a web.
Meltblown -roughly speaking- results in filaments with a minimum diameter of 1 micron. For more than a
decade developments are going on to produce nonwovens with even finer fibers. These can be of use
increasing the efficiency of filtration media or improving the barrier properties.
Technologies in the market are sub-micron meltblown, centrifugal spinning, solution spinning and electrospinning. Although the productivity of these methods is low compared to spunmelt, they are increasingly important for the unique properties they can add to a nonwoven.
Technologies in the market are sub-micron meltblown, centrifugal spinning, solution spinning and electrospinning. Although the productivity of these methods is low compared to spunmelt, they are increasingly important for the unique properties they can add to a nonwoven.
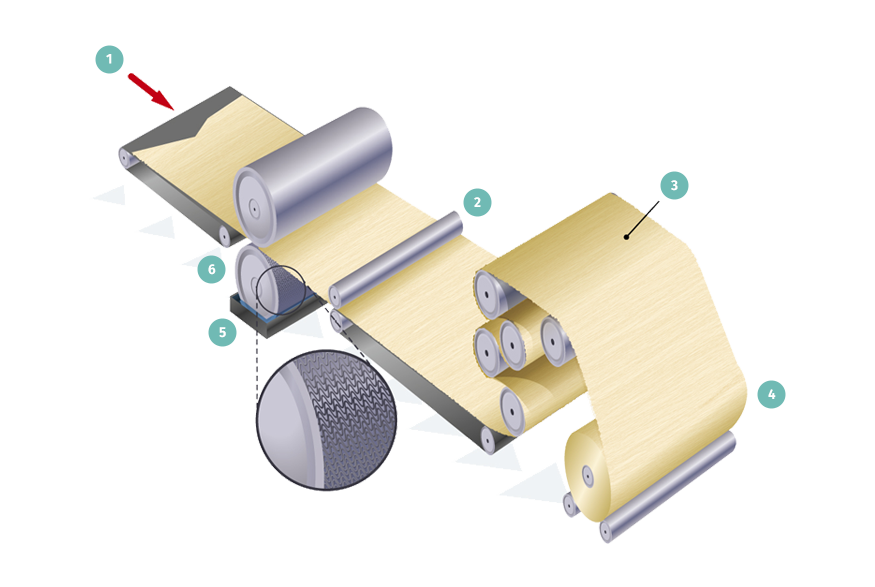
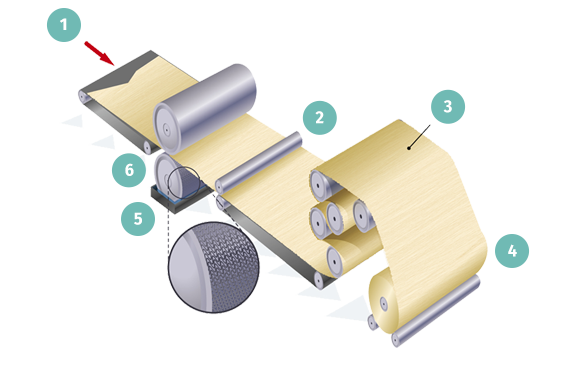
- Thermal Bonding (cohesive bonding)
- Mechanical Bonding
- Chemical Bonding (adhesion bonding)
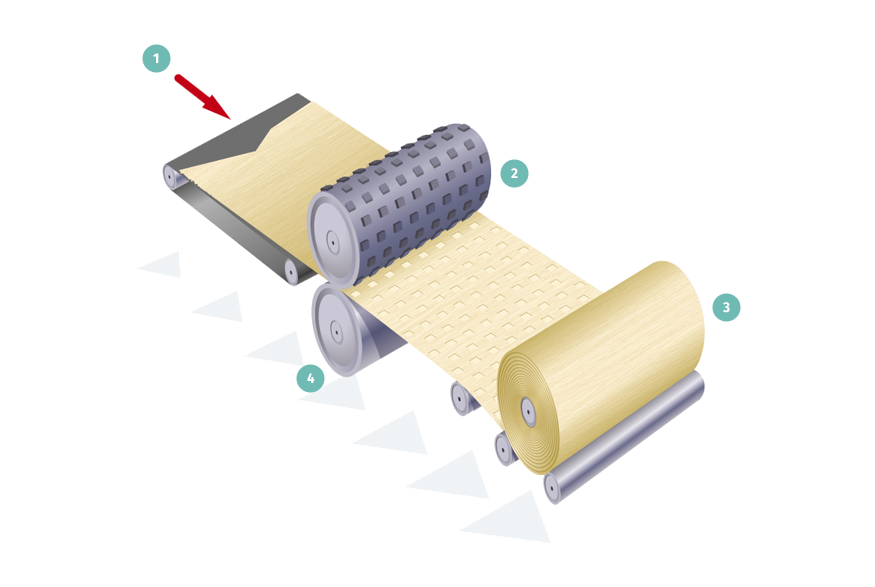
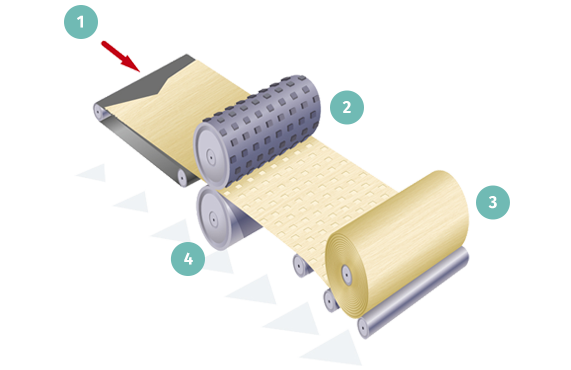
- From web forming
- Hot embossed cylinder
- Windup
- Hot smooth cylinder
copyright EDANA
This method uses the thermoplastic properties of certain synthetic fibres to form bonds under controlled
heating. In some cases, the web fibre itself can be used, but more often a low melt fibre or bicomponent
fibre is introduced at the web formation stage to perform the binding function later in the process.
There are several thermal bonding systems in use:
Calendering uses heat and high pressure applied through rollers to weld the fibre webs together at high speed.
Through-air thermal bonding makes bulkier products by the overall bonding of a web containing low melting fibres. This takes place in a carefully controlled hot air stream.
Drum and blanket systems apply pressure and heat to make products of average bulk.
Ultrasonic bonding is a technology in which molecules of the fibres are being ‘excited’ under a patterned roller by high frequency movement of a ‘sonotrode’ which produces internal heating and softening of the fibres.
There are several thermal bonding systems in use:
Calendering uses heat and high pressure applied through rollers to weld the fibre webs together at high speed.
Through-air thermal bonding makes bulkier products by the overall bonding of a web containing low melting fibres. This takes place in a carefully controlled hot air stream.
Drum and blanket systems apply pressure and heat to make products of average bulk.
Ultrasonic bonding is a technology in which molecules of the fibres are being ‘excited’ under a patterned roller by high frequency movement of a ‘sonotrode’ which produces internal heating and softening of the fibres.
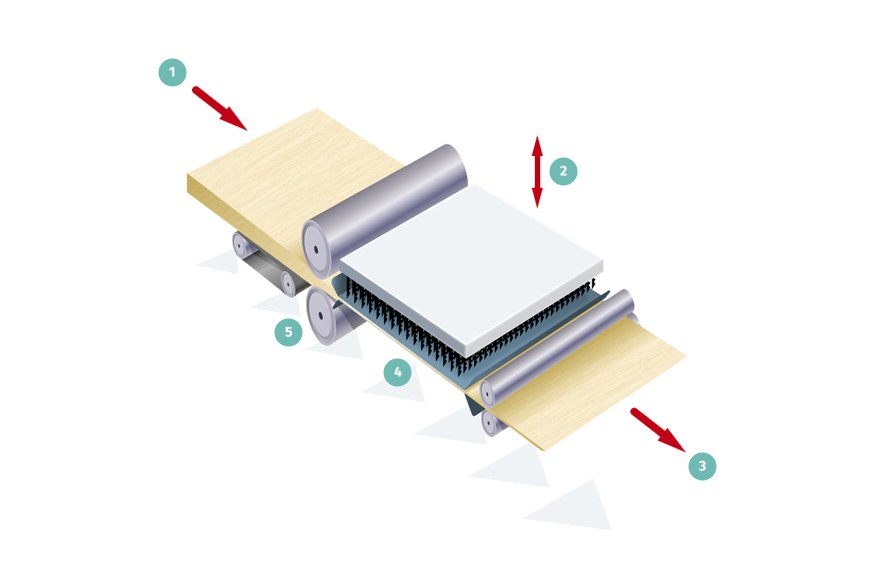
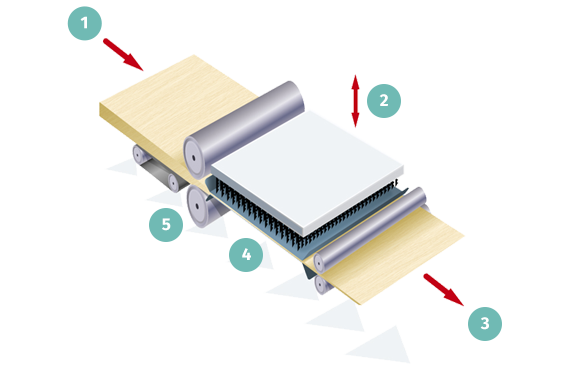
- From web forming
- Needle board
- To wind up or further bonding
- Needling
- Web compression
copyright EDANA
In mechanical bonding the strengthening of the web is achieved by inter-fibre friction as a result of
the physical entanglement of the fibres. There are two main types of mechanical bonding:
Needlepunching, specially designed needles are pushed and pulled through the web to entangle the fibres. Webs of different characteristics can be needled together to produce a gradation of properties difficult to achieve by other means. Needlepunching can be used with most fibre types but, because of the nature of the process, not with very fine fibers.
Hydroentanglement is commonly applied to carded or wetlaid webs and uses fine, high pressure water jets to cause the fibres to interlace. Hydroentangling is sometimes referred to as spunlacing, as the arrangement of jets can also be used to give a wide variety of aesthetically pleasing effects. The water jet pressure used has a direct bearing on the strength of the web.
Needlepunching, specially designed needles are pushed and pulled through the web to entangle the fibres. Webs of different characteristics can be needled together to produce a gradation of properties difficult to achieve by other means. Needlepunching can be used with most fibre types but, because of the nature of the process, not with very fine fibers.
Hydroentanglement is commonly applied to carded or wetlaid webs and uses fine, high pressure water jets to cause the fibres to interlace. Hydroentangling is sometimes referred to as spunlacing, as the arrangement of jets can also be used to give a wide variety of aesthetically pleasing effects. The water jet pressure used has a direct bearing on the strength of the web.
- From web forming
- Nip rolls
- Drying
- Windup
- Pan with liquid binder
- Engraved drum (bottom)
copyright EDANA
Chemical bonding refers to the application of a liquid-based bonding agent to the web. Three groups of
materials are commonly used as binders-acrylate polymers and copolymers, styrene-butadiene copolymers
and vinyl acetate ethylene copolymers. Water based binder systems are the most widely used but powdered
adhesives, foam and in some cases organic solvent solutions can be found.
The binder can be applied in many ways. It can be applied uniformly by impregnating, coating or spraying or intermittently, as in print bonding.
The binder can be applied in many ways. It can be applied uniformly by impregnating, coating or spraying or intermittently, as in print bonding.