Web formation
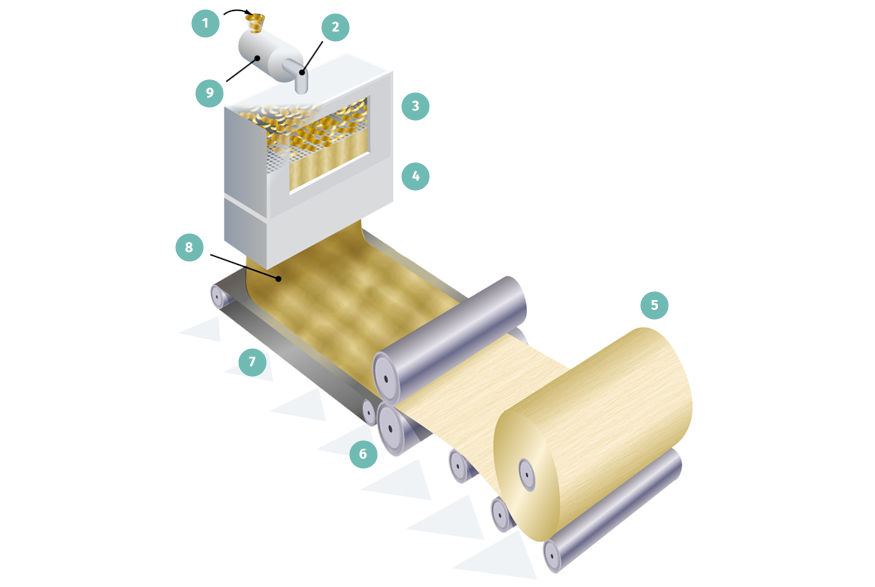
Drylaid-Carded
 *Copyright EDANA
*Copyright EDANA- Bale opener
- Chute feed
- Wind up
- Drying
- Pan with liquid binder
- Binder impregnation
- Card
- Staple fibre from bale opener or blender
- Bales of staple fibre
Carding is a mechanical process which starts from bales of fibres. These fibres are ‘opened’ and blended after which they are conveyed to the card by air transport. They are then combed into a web by a carding machine, which is a rotating drum or series of drums covered by card wire (thin strips with teeth). The precise configuration of cards will depend on the type of fibre and the basis weight to be produced. The web can be parallel-laid, where most of the fibres are laid in the machine direction, or they can be randomised. Typical parallel-laid carded webs result in good tensile strength, low elongation and low tear strength in the machine direction and the reverse in the cross direction. Machine parameters and fibre mix can be varied to produce a wide range of fabrics with different properties.



Web bonding
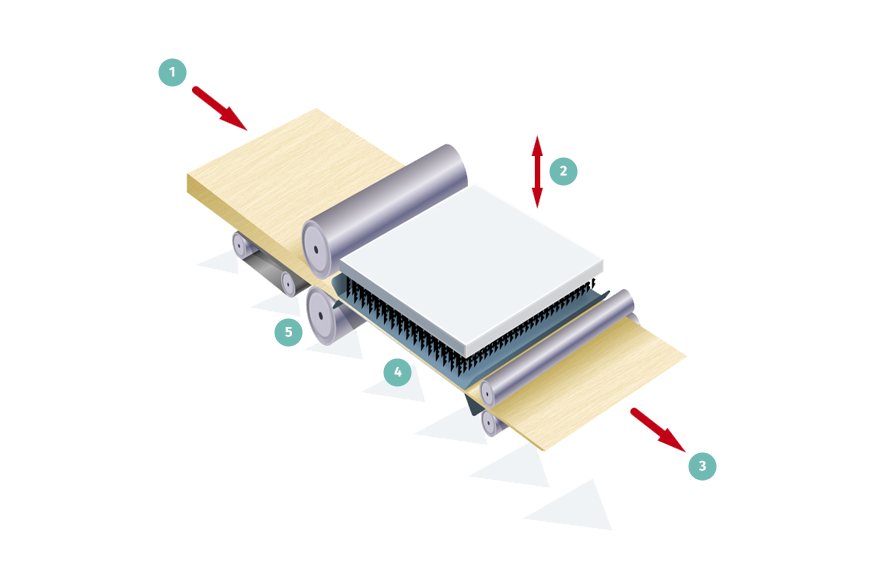
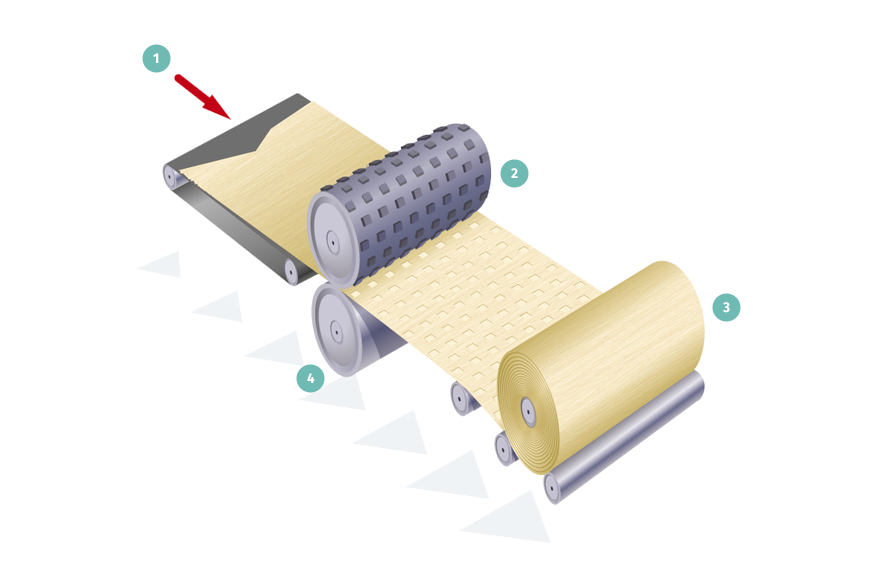
Themal bonding
*Copyright EDANA
- From web forming
- Hot embossed cylinder
- Wind up
- Hot smooth cylinder
This method uses the thermoplastic properties of certain synthetic fibres to form bonds under controlled heating. In some cases, the web fibre itself can be used, but more often a low melt fibre or bicomponent fibre is introduced at the web formation stage to perform the binding function later in the process.
There are several thermal bonding systems in use:
Calendering uses heat and high pressure applied through rollers to weld the fibre webs together at high speed.
Through-air thermal bonding makes bulkier products by the overall bonding of a web containing low melting fibres. This takes place in a carefully controlled hot air stream.
Drum and blanket systems apply pressure and heat to make products of average bulk.
Ultrasonic bonding is a technology in which molecules of the fibres are being ‘excited’ under a patterned roller by high frequency movement of a ‘sonotrode’ which produces internal heating and softening of the fibres.